

An engine is, at its core, nothing more than an air pump. In order for that pump to operate efficiently, it needs to be able to suck in and blow out the most amount of air, efficiently, that the pump can consume. That’s why exhaust headers have been one of the most-used performance products on the market for years. In today’s article, we’re going to discuss how the team at Pertronix Performance Parts brings a particular header design to market. Pertronix is the parent company of both Doug’s Headers and JBA Performance Exhaust, each of whom specializes in a different segment of the performance marketplace. Doug’s makes its bones satisfying the musclecar crowd, while JBA serves the Mustang market – both of which are tackled by Project Biting the Bullitt.

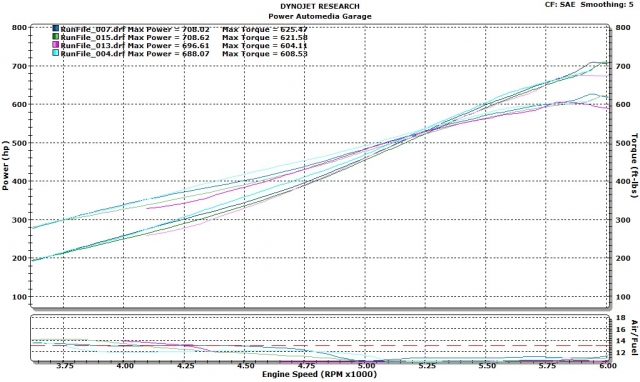
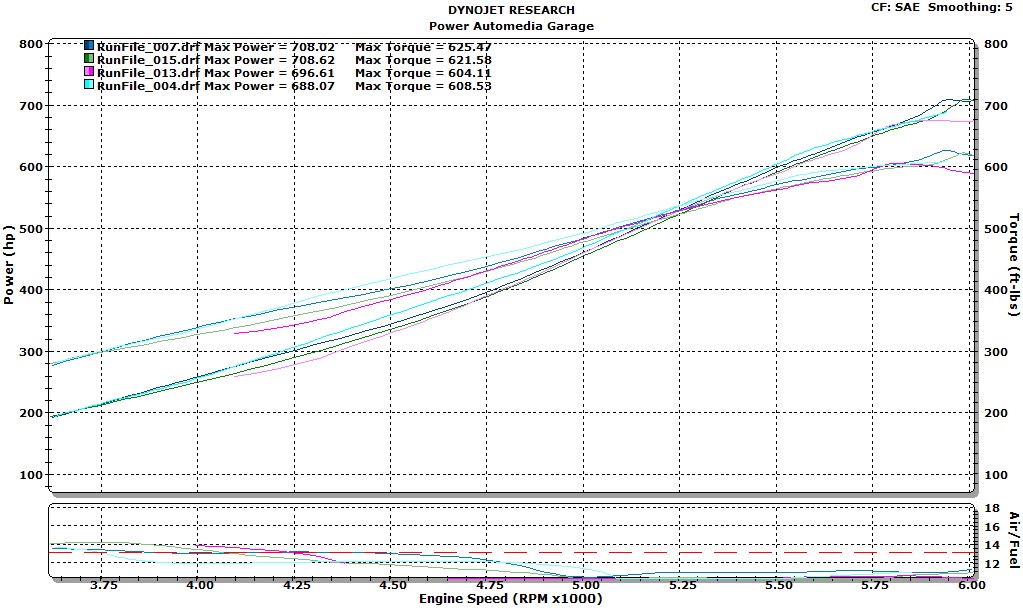
Biting The Bullitt puts down over 700 horsepower to the wheels through our new 1 3/4-to-1 7/8-inch stepped headers.
BTB is a our 1965 Mustang project car, and is outfitted with a host of go-fast parts including a Paxton NOVI 2500-supercharged 427 cubic-inch engine constructed by the team at QMP Racing. The engine relies on a set of Dart Pro 1 225cc CNC-machined cylinder heads and all of the supporting gear needed to achieve big horsepower. An air pump pushing out 1,000 horsepower is no slouch, and to that end it was necessary for us to find a set of headers to work in the confines of the ’65 Mustang’s engine bay.

Our TCI front suspension opened up a ton of room, but we couldn’t find headers to take advantage of it – until now.
The car was previously outfitted with a replacement Mustang II-style front clip and suspension from Total Cost Involved that cleared up some space in the engine bay. There are a number of reasons for doing this, from simplifying the spark plug-changing process to gaining the use of current suspension technology and parts.
But we ran into one problem in the process – nobody made a set of off-the-shelf big-tube headers for the 9.5-deck engine platform using the TCI tubular front suspension components – and that’s where the Pertronix gang came into the equation.
Our supercharged engine needs to move a lot of air and the old bolt-on headers we had weren’t getting the job done, so Pertronix suggested we bring the car to their California facility for a new set of one-off stepped pipes and also develop a set of production 1 3/4-inch primary headers. We were able to snap some photos of the process and learn how a set of headers goes from design to completion and production – as they were planning to use our basic design to create an off-the-shelf header for this application.
Previously our Mustang had a set of 1 3/4-inch primary to 2 3/4-inch collector headers. By providing an increase in 1/8-inch via the stepped primaries and 1/2-inch in the collector, we were able to pick up almost 20 rwhp and 17 lb/ft of torque. Though, this was a one-off set specifically for our Mustang, the 1 3/4-inch primary version of these headers are nearly identical in construction with a smoother runner path that should yield similar results.
With well over 40 years in the aftermarket header construction business, the team at Pertronix, led by Exhaust R&D Manager Don Lindfors, took on our project and generated two new part numbers in the process.

Our stepped headers, all finished and prior to installation. These have been covered with a thermal barrier coating to reduce underhood engine heat.
Mockup On The Bullitt
Creating a set of quality long-tube headers from scratch is not as simple as bending some tubes up and welding them all together – they need to fit within the confines of the engine bay and be designed for optimal performance while remaining easy to construct, and perhaps most importantly for the off-the-shelf crowd, easy to install.
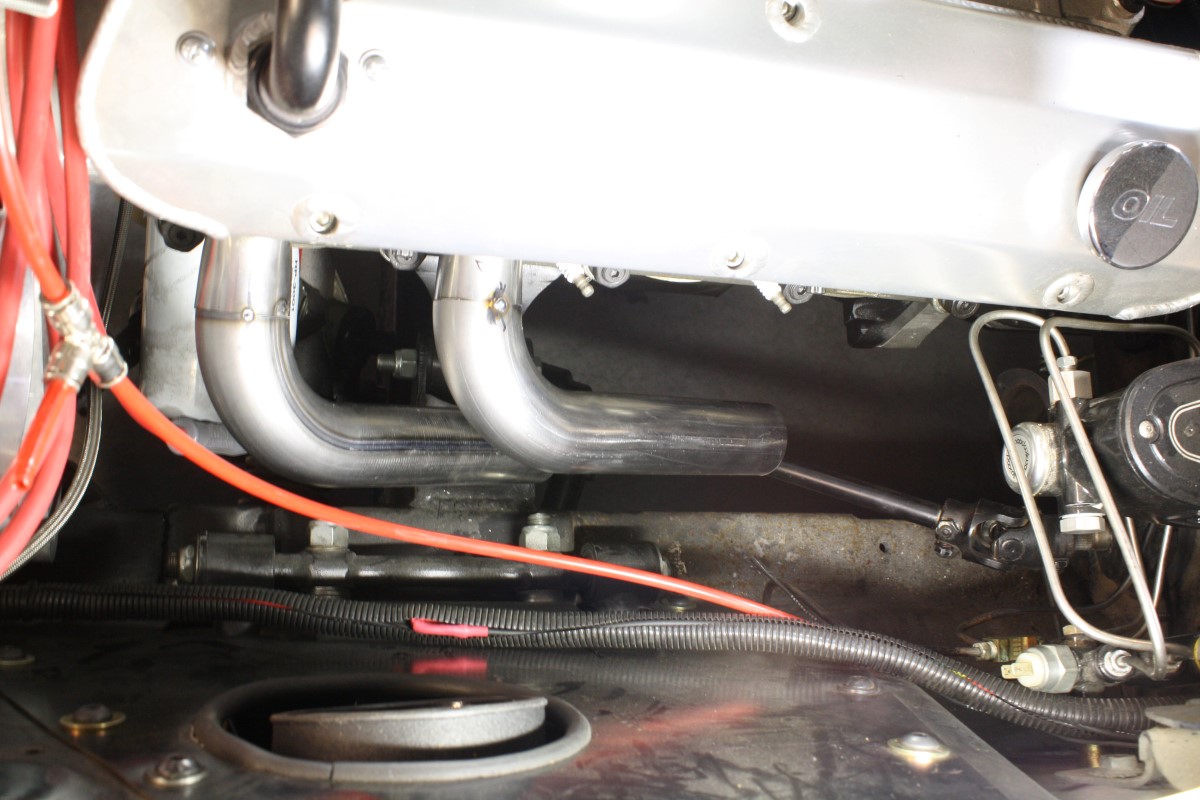
During the mockup and construction process, Lindfors used anywhere between eight to ten inches of 1 3/4-inch tubing from the cylinder head before transitioning into the 1 7/8-inch tubing.
In a supercharged application like ours, maximizing tube diameter for efficiency is also a must, as the more air we can get out of the engine, the more performance we can get out of the engine. Of course, all of these things need to happen while staying within the package – that is, the engine bay and attendant suspension components. For a daily-driven, lower-horsepower machine, smaller primary tube and collector diameters will provide the best low-end performance, but our 1,000-horse centrifugal-supercharged application requires better top-end breathing, and thus larger primary tube and collector dimensions for maximized performance.
In order to create the initial set of headers that would be subsequently used for the jigging process, they needed to be built by hand on the car by a skilled craftsman. So we dropped the car off at their facility, where Lindfors removed the old headers in preparation for the build.
Part of the research and development process is to build the fixture at the same time as the master header. – Don Lindfors

Once there was a clean slate to work from on our Pro 1 cylinder heads, a new flange was bolted to each cylinder head to give a starting point for Lindfors to piece together our new headers. This subsequently created the jig for Pertronix to begin offering an item to fit this engine/chassis combination for the Doug’s and JBA catalogs. That’s right, not only did he take on the task of building us a set of custom headers, he also built a completely different set of mockup headers and a jig at the same time, using BTB’s early Mustang/TCI cradle as a template.
Tube by tube, section by section, he completed our new 1 3/4-inch to 1 7/8-inch stepped pipes by developing a profile that fit into the engine bay, yet stepped up to the larger-diameter tubing approximately eight inches from the exhaust flange.
Due to the stepped design, our tubes were not created from one single mandrel-bent tube for each port as a typical off-the-shelf Doug’s or JBA header system would be – instead, Lindfors cut and welded shorter pieces of pipe together to end up with the longer tube. While this way of creating the header is much more time-consuming, it gives us the performance improvement that’s necessary for our machine.
Production Pieces
At the same time, the new designs to be offered in the Doug’s catalog [PN D623] and JBA Headers catalog [PN 6612S] were created. Both the Doug’s part number and JBA part number will use the same header profile, but there are two very distinct differences between the product.
Left - In the production process, it all begins as straight tubing. Left Middle - The CNC bender makes quick work of the process, after the initial design is built by hand. Right Middle - The fixture is clamped down, and each tube is fit into the jig prior to welding. Right - The collector end of the header - as you can see, the jig doesn't look like much, but it's designed to hold each tube precisely in place to ensure a nice fit when the headers are completed.



The Doug’s Headers line is crafted from mild steel and each tube is polished prior to a thermal-barrier coating application that is designed to lower underhood temperatures and protect the steel underneath from thermal fatigue. After coating, the header is polished again to a high-luster aluminum-like appearance using a vibratory finisher, giving the header a final surface finish that’s 60% more corrosion resistant than an unpolished surface. On the flip side of the equation, the JBA part number is built from 409 stainless steel. The JBA tubes are also polished prior to welding to remove any marks made by the bending equipment.
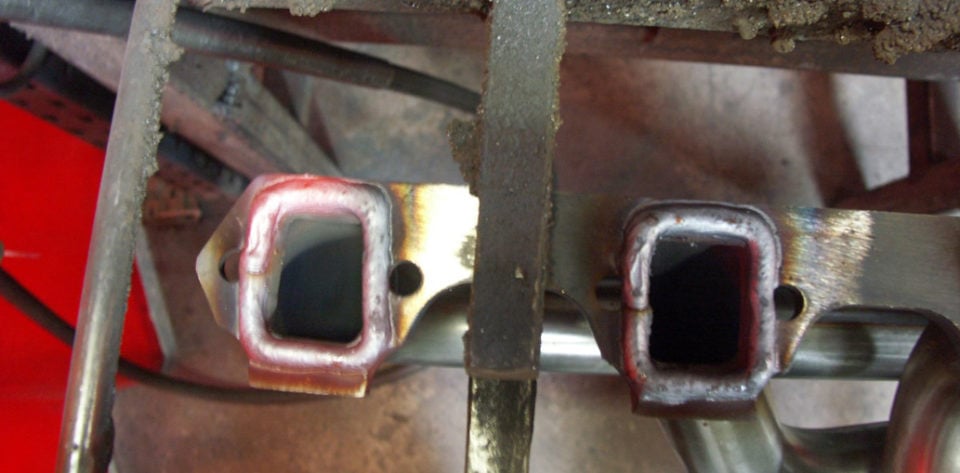
Left - Each collector is formed in-house. Left Middle - Pertronix uses a bead-sealing design on all of their headers - each exhaust tube protrudes through the flange and is completely welded up before surfacing on a mill. They say this results in the best possible exhaust sealing against the cylinder head flange. Right Middle - Each header gets the Firecone installed onto the end of the primary tubes. It's a spike that helps to smooth out the exhaust flow from each tube as it enters the collector. Right - Primary tubes get welded on each side of the flange using cyclical welding techniques to ensure no warpage during the welding process.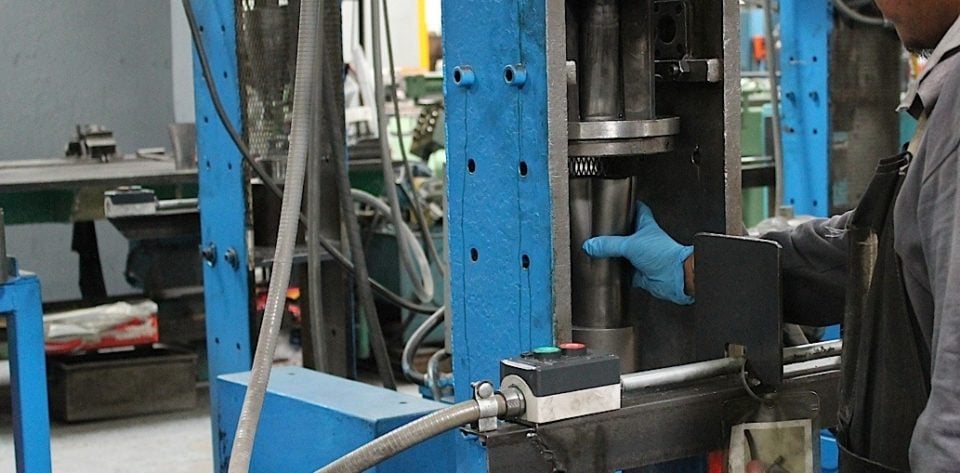


“Part of the research and development process is to build the fixture at the same time as the master header. All of that then goes to manufacturing for them to duplicate it. They’ll manually measure each tube to determine its dimensions. From there, they’ll put the coordinates into the machine and bend a tube to put in the fixture. If it fits, they move on to the next one; if not, they’ll make adjustments to the measurements and try again,” says Lindfors.
We were curious as to whether the team used any type of computerized measurement system, and Lindfors says that although they do have a CMM (coordinate measuring machine), it’s proven faster to do it by hand in many cases.
Why Use The Steps?
Low-end performance is maximized through the use of smaller tube diameters as they help to provide faster air velocity, but you reach a point where the header can cause restriction and increase heat in both the engine and exhaust system. Conversely, too large of a header can reduce the engine’s torque output. Torque relates to air velocity as horsepower relates to volume of airflow – and there needs to be a fine balance of the two in order to get maximum performance from the engine.By starting at the cylinder head with a smaller-diameter tube (1 3/4-inch) we are able to ensure that the exhaust velocity exiting the cylinder head stays high. Just a few inches out of the cylinder head, we add the step to a 1 7/8-inch primary diameter, which allows for control of the spent gases while maintaining efficient exhaust velocity. The gradual increase in tubing size gives us that nice balance between exhaust velocity and volume – and gave us a nice increase of 19.9 horsepower/16.9 pound-feet of torque. Click the dyno sheet up top to enlarge it!
On The Jig
Once our mockup headers were complete, it was time to build the jig for the production headers – this portion of the process needs to take several things into account. First and foremost, the jig needs to be repeatable so that many sets of headers can be built using it as a guide. It’s constructed from a variety of different materials, from square tubing, angle tubing, round tubing, and flat stock to give the builder a solid base from which to start construction of the header.
Explains Lindfors, “When you’re building headers, if a tube is three or four degrees out, in some places it doesn’t make any difference, while in others its very critical because of clearances inside the car. We’ll always put extra hold-down points or clamps in the fixture in those places to ensure that fitment is correct.”
Another interesting tidbit he shared with us is that since steel tubing always has a “spring-back” after it’s bent (which is never the same from run to run of material from the mill), the tolerances always need to be checked and potentially adjusted prior to a run of pipes.
“Let’s say you want to make a 90-degree bend – you tell the machine to do that, but when you pull the tube out it’ll be 84 or 86 degrees – and it’s never the same. When we go to make a run of a particular set of headers, manufacturing will bend one set of tubes, check them in the fixture and with the CMM to determine how the tube is bent, then compensate if it’s off and try again until it’s right. Each mill run of steel will hold the tolerance to within a tenth of a percent, but the next time they go to build the same part with a new mill run of material, it’s going to be different and they’ll have to compensate again,” Lindfors explains. Heady stuff – and why we leave header building to the pros.
Beginning To End
Each header begins with a flange and slowly turns into the final header design that’s ready to be bolted to your car.
The process is controlled by both human and machine – the human does the welding, but a machine does the tube bending for repeatability and consistency. Pertronix uses CNC machinery to bend each header tube precisely as the original mockup header requires. The CNC bend process removes the human element, reducing material waste substantially and allowing much larger runs of material in one shot.
Left - Headers are sandblasted and baked to remove oils prior to coating. Note that these are not Ford headers but a representation of this step in the process. Right - Each header is sprayed by hand to ensure a thorough coating of all surfaces.

Prior to ever welding up a single header tube, each individual primary is polished to ensure that the final finish will look good and last for a long time. The process provides a tube that is free of defects – which is necessary to ensure clean adherence of the thermal coating.
Once the tubes are cleaned up, it’s time for the welder to take over the process. Each header that Pertronix produces requires different manufacturing steps. For example, one design may require that tube one of the driver’s side header may be welded into place first, while for another part number tube three may be the first position required to set in initially.

A Chevy header in the vibratory polisher after the coating has been applied. See the photo at the top of our headers for an indication of the final results after this step!
Typically, Lindfors says, the tube that ends up closest to the block is the one that needs to be fit in first, but sometimes two tubes need to be snaked in together – it all depends on the application. We’ve got a complete rundown of the process, so follow along with our photos and captions to learn more!











{kind=link}