 Roush Performance has been at the forefront of Mustang performance for decades. In the past 15 years, its Mustang production operation has dramatically evolved to bring to market some of the most desired high-performance Mustangs ever produced.
Roush Performance has been at the forefront of Mustang performance for decades. In the past 15 years, its Mustang production operation has dramatically evolved to bring to market some of the most desired high-performance Mustangs ever produced.
The latest batch of Roush Mustangs based on the 2015 S550 platform are the best looking and performing Roush models to date. Leading from where Ford left off with the Mustang, Roush sharpens all aspects of performance and appearance. It offers these cars in at least three flavors for enthusiasts to enjoy. From the base model RS, to the smile plastering RS3, Roush products all come from the same group of engineers and designers, and they do it all right here in the USA.
Recently we had an opportunity to spend two days at Roush Performance headquarters in Plymouth, Michigan. While there, we spent time chatting with Roush engineers, designers, and Roush’s marketing guru, Jay Velthoven.

OEM Start
We get the data before a model change occurs. This allows our team to go to work early developing parts, testing them in virtual environments, and examining how they look and perform on the car. -Jay Velthoven, Roush PerformanceThe Roush design and engineer process begins with data from Ford. According to Velthoven “We get the data before a model change occurs. This allows our team to go to work early developing parts, testing them in virtual environments, and examining how they look and perform on the car.”
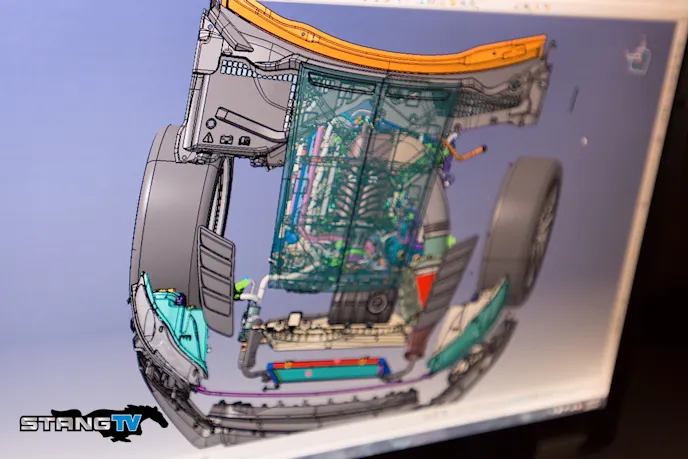
Much of the magic happens in CAD. Engineers like Aaron Czapski get complete CAD data from Ford. These three-dimensional computer renderings allow Roush engineers to look at the entire car and individual components or systems.
Each Roush component is designed and rendered in the CAD system. Those parts can then be put on the car in this virtual environment. In this environment, questions can be answered long before expensive tooling is ever created.
One area of interest was the hood on the 2015 Mustang. We asked Velthoven “Why not make the hood scoop functional –why has it been purely aesthetic for the last 15 years?” Velthoven says, “The hood is considered part of the car’s crumple zone by both Ford designers and the federal government. When we build a Roush vehicle, prior to it being delivered to the customer, we become the manufacturer of record. We aren’t building cars post-title, it’s all done before the car is titled. Since we are the manufacturer of record, we can not alter the crumple zones because we become liable for the crash worthiness of the vehicle. So cutting a hole in the hood, or engineering a completely new hood, would require us, for liability reasons, to have the car crash tested and certified again. That can cost over five million dollars to do, and it requires engineering, designing, and building the part ahead of time. If that part fails the crash test, it’s back to the drawing board. Adding a small hoodscoop or the new vents to replace the Ford vents on the RS2 and RS3, does not change how the hood would perform in a crash. In the end it saves both Roush and customers money, and allows us to sell a product that we manufactured, it’s not just a Mustang that was altered by Roush, it’s a Roush Mustang now.”
From Pellets To Bumpers, Intakes, and More
 Every plastic component that Roush manufactures begins as plastic pellets. The plastic is heated until it becomes liquified at each injection molding machine. Larger parts require higher temperatures to ensure the plastic stays in its liquid state and makes it completely through the mold before it begins to harden.Czapski also explained things further from a performance and engineering standpoint, “With the stock hood, there are two major issues. The first is that modern Mustangs aren’t built like old-school muscle cars, so there’s very little room under the hood. Getting proper clearance to alter the hood for some type of cold air system is nearly impossible. Second, is the location of the air inlet. The air filter housing is located in the left front corner, so getting air in through a scoop, then directed to that housing is tricky. By the time the air gets there, its velocity would have decreased so much that there would be no performance gains. With our Stage 3 supercharged cars, there could also be issues with making a functional air intake on the hood work since the supercharger takes away even more space under the hood.”
Every plastic component that Roush manufactures begins as plastic pellets. The plastic is heated until it becomes liquified at each injection molding machine. Larger parts require higher temperatures to ensure the plastic stays in its liquid state and makes it completely through the mold before it begins to harden.Czapski also explained things further from a performance and engineering standpoint, “With the stock hood, there are two major issues. The first is that modern Mustangs aren’t built like old-school muscle cars, so there’s very little room under the hood. Getting proper clearance to alter the hood for some type of cold air system is nearly impossible. Second, is the location of the air inlet. The air filter housing is located in the left front corner, so getting air in through a scoop, then directed to that housing is tricky. By the time the air gets there, its velocity would have decreased so much that there would be no performance gains. With our Stage 3 supercharged cars, there could also be issues with making a functional air intake on the hood work since the supercharger takes away even more space under the hood.”
Velthoven tells us that every component, whether for the engine, interior, body, hood, wheels, etc., is designed and tested in the CAD system. “We have a designer who comes up with the concept of how the car should look. From there, we refine the concept into what is practical, possible, and functional.”
Czapski says CAD is critical for components like the Roush/Ford Racing supercharger. “The performance side does an awesome job designing these parts, but we also have to make sure they will fit properly under the hood and not cause a clearance issue. Fortunately, Ford left us just enough room.”
We’ve already taken a deep dive into the Roush/Ford Racing supercharger. Velthoven also commented regarding Roush’s continued use of the Eaton 2.3-liter TVS rotor pack. “It’s as though that supercharger is perfectly matched to the 5.0 Coyote. It doesn’t cause dramatic parasitic loss, so it allows the engine to take advantage of the airflow and rotor design which makes as much power as many larger displacement superchargers, but in a smaller, more efficient package.”

Molded In America
If we offered a part for a Mustang that we were building, then you’ll find that we still have the capability and that we manufacture those parts even today.Just a few miles from where engineers and designers are working together on Roush components and parts, Roush has another building where both current and legacy parts are being manufactured. “If we offered a part for a Mustang that we were building, then you’ll find that we still have the capability and that we manufacture those parts even today,” said Velthoven. We were surprised to see some New Edge Roush Mustang bumpers on the shelf. Many enthusiasts may believe these parts are out of production.
In its massive manufacturing facility, Roush injection-molds all its own parts. This includes everything from large parts like the bumper covers, to small components like air filter housings, intake tubes, and shift knobs. “Keeping production in-house allows us strict quality control and savings on manufacturing. It also allows us to keep jobs in the USA, and work directly with the men and women creating our parts,” says Velthoven.

Every part that is built on-site is inspected. We were able to look at a few rejects that were the result of injection molding machines being warmed up. Roush’s Luke McInnes showed us a rejected air filter lid with the mass air flow sensor housing built into it. There was a seam on the lid that wasn’t supposed to be there. “This seam could cause air turbulence, which in turn could skew the MAF sensor reading and throw off the calibration; when dealing with a high output engine like the RS3, you need consistency. It’s one thing to do a custom tune for a single vehicle and fine tune around that, however when you are developing a tuning profile that will go into hundreds or even thousands of vehicles, all of the parts must be consistent. By having consistent standards and manufacturing that produces a product the same way every time, we ensure the calibration we develop works on every car we build.”
The injection molding machines exert forces up to 30 tons, depending on the machine and the part being manufactured. “As the liquified plastic is injected into the mold it immediately begins to cool. So, it must be injected quickly when trying to fill a large void for something like a bumper cover, as you need more pressure to move that plastic into position quickly and hold it in place as it cools,” says McInnes.
Roush also utilizes laser cutting for metal parts, screen printing for parts that receive color graphics and logos, and has a team of welders who build exhaust and other components inside this facility.
In an era where quality and craftsmanship seem to have taken a back seat to cheap, low cost, overseas production, it was refreshing to not only see Roush designing and building all its components in the USA, but to also meet the many enthusiastic Roush employees who design, build, and install every part the company sells.
You might also like
First Velocity-Led Classic Recreations Carbon-Fiber Shelby GT500CR Is Born
Classic Recreations built its first Shelby GT500CR under the Velocity umbrella. This build marks the company’s next phase of production.

