
Longtime FordMuscle readers will remember Project Grabbr from several years ago. When we last saw this 2011 Mustang GT project, it had a ProCharger P-1SC-1 Stage II supercharger system fronting its Coyote engine and rode off into the sunset when its owner (your author) took a different position in the industry. It happens. Project cars are born, sometimes they are finished, sometimes the owner moves to another job, and sometimes, as in this case, they check in for an encore.

Suffice it to say that Grabbr hasn’t had a super-easy life since then. While my wife would likely say I am obsessive about its maintenance, I also have a healthy stack of timeslips from Cecil County Dragway in the glovebox. With the Gen-1 Coyote engine under the hood and the ProCharger powering the car to 10.60 e.t.s on 20-inch drag radials at nearly 4,000 pounds, I’ve always felt that we were right at the edge in terms of engine longevity. While the engine never gave me even a hint of an issue, I was still concerned about the OE powdered-metal oil pump gears and weak crankshaft sprocket. So I made it my mission to change those two items in my garage.
To make a long, convoluted, somewhat-embarrassing story much shorter, I’ll say this: due to a comedy of errors on my part that ended with a facepalm and mangled threads in the crankshaft snout, it became time to pull the engine and have it rebuilt. This goes to show you that even with the equipment and the know-how — I have just about every tool you can think of to service an S197 and a lift in the garage — sometimes things go sideways even with the best of intentions.

Thankfully, I’m located in close proximity to one of the world’s most accomplished Coyote and Modular Ford engine builders, L&M Engines in Hatboro, Pennsylvania. Owner Michael Rauscher and his team have built a reputation for performance and longevity, powering some of the quickest and fastest Modular/Coyote racers around with their engines. While I don’t have a race car, I did want something that could handle some power and ease my mind when it came time to look at smaller supercharger pulleys, potential supercharger upgrades, and higher shift points.



It is important to note that many S197s are now on their second, third, or even fourth owners, and the engines are getting tired. The parts chosen for this build will appeal to a wide range of enthusiasts whether they are looking for 600- or 1,000-horsepower capability from an engine build. It was not about chasing a high price tag or upgrading unnecessary components. We sat down together and talked strategy — what I wanted from the engine and what we needed to achieve that goal — and then set about picking out the pieces to get there. In this installment, we’ll cover the engine’s bottom-end configuration, and in a subsequent article, we’ll talk top end and final assembly, then hit the dyno.
Creating A Foundation
While the Gen-1 Coyote engine can handle a fair amount of power, the real key to high-power longevity is to machine the block for a set of sleeves. While sleeving the block is completely unnecessary for naturally aspirated and milder power-adder engines, it’s virtually required for a Gen-1 when turning the boost up. Since the engine was apart and there’s no time like the present, we opted to do this. Rather than skip it and wish we hadn’t, we added it to the list, which gives us future flexibility with the car.

The sleeving process at L&M is proprietary, but there is no doubt that they are experts at doing it well. The machinist team at L&M sleeves blocks 20 or sometimes 30 at a time; it is a process with which they are intimately familiar and have perfected through years of testing and adjusting methods to achieve the best result — a sleeve that doesn’t move under power while retaining the rigidity for superior ring seal, especially under boost.
“The major benefit of a flange sleeve is to stiffen up the deck of the Coyote. Ford decided to save micro-pennies on excess aluminum and created what resembles a partial “open deck” in the coolant holes. This allows the top of the cylinder to flex which can cause head gasket failure and the mysterious “number eight piston” failure. Any piston can fail, but we see it mostly on the left side,” Rauscher says
“This is caused by the combustion pressure wave flexing the intake side of the cylinder which causes the ring to leak and melts the piston. This pressure wave also causes cracks, and in extreme cases, a ‘blow out’ of a chunk of cylinder/block. All Modular 4-Valves have the pressure wave propagating towards the intake side. Earlier blocks did not have this problem as the coolant hole had a strut that stiffens the deck/cylinder, not so on the Coyote. The secondary benefit of sleeves is it stiffens the cylinder, as the OE liner is gray iron which is nowhere near as stiff as ductile iron. There are also many variations of ductile iron, some less stiff as others and our material is the stiffest, most ductile, and a bitch to machine,” Rauscher explains.



L&M’s proprietary sleeves were developed through its research and development with some of the highest-powered Modular cars around; Rauscher worked hand-in-hand with the manufacturer to design a sleeve that handles the massive power the Coyote engine can produce. Machinist and engine builder Chris Hiel utilizes processes and procedures on the in-house CNC that have been dialed-in over many years of working with the small-bore Ford engines.
The basics of L&M’s sleeving process are repeatable across other Modular engines like the 5.4 and 5.8, so Hiel adjusted the machinery to set up for our Coyote block. He sleeved several other Coyotes on the same day, so the setup process remained the same across the group after our block was tuned up.
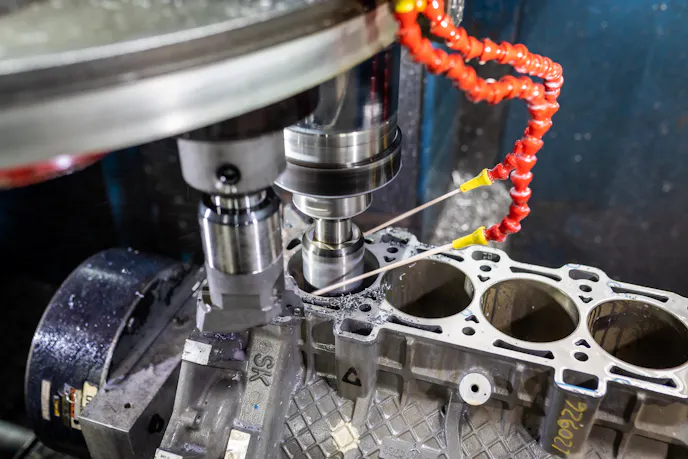
Before beginning the carving session, Hiel double-checked the deck flatness and a few other critical dimensions to ensure the end result will be the strong foundation we intend to build.

Once the machine was set up and the block locked into place, Hiel ran the CNC program, which whittles out the cylinders and deck surface for the new sleeves. When the process was complete, each cylinder is roughed in with a counterbore at the top where the sleeve locks in, and the bore dimensions have been enlarged to provide the correct interference fit for the installed sleeves.
Then, the block moves to a different area, where L&M uses its proprietary process to install the sleeves into each block. From there, standard machining processes are followed, such as boring and honing the cylinders to the correct diameter and surface finish required for our new rotating assembly and checking over the other critical tolerances to ensure durability.
The Rotating Parts
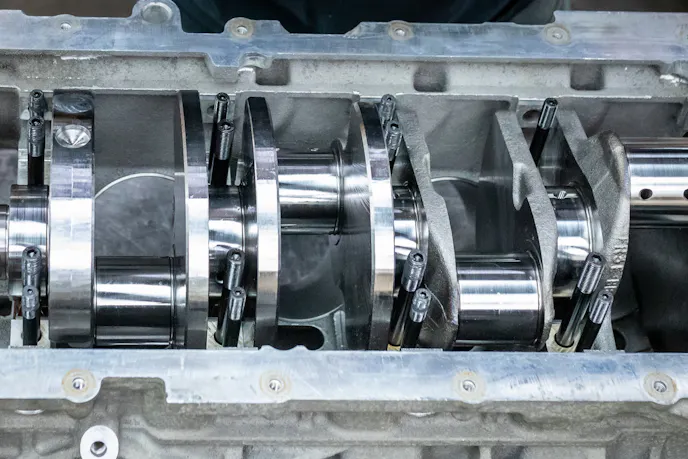
There are many choices we could have made here; with the Modular’s long history and shared engine component options, every respectable manufacturer around has high-strength connecting rods and pistons for the Coyote. Rauscher deemed the stock forged crankshaft plenty strong for this application — as it is for most applications until you get well into four-digit power.
Manley Performance boasts a 50-plus-year history in the motorsports industry and has been a partner to us many times over with various projects, and our faith in the quality of the company’s products pointed us in the direction of its Coyote-spec engine components.

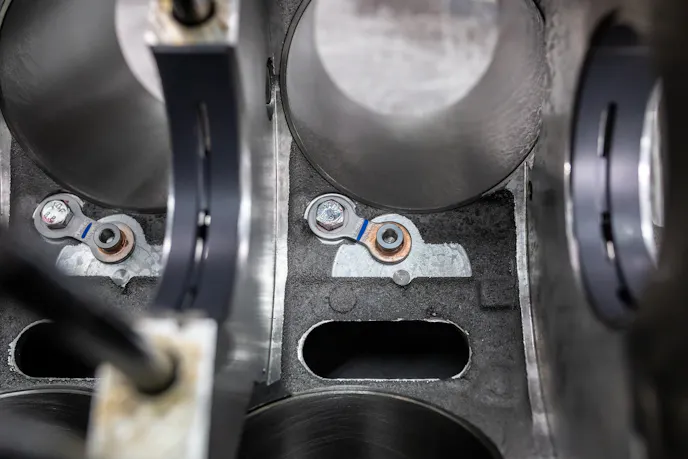
Manley offers three connecting rods for the Coyote platform: its Economical H-beam construction, forged-steel connecting rod, its H-Tuff connecting rod — which is what we picked for this engine — and its top-of-the-line forged Pro Series I-beam connecting rod. Each has its place in the hierarchy and for good reason as these give the customer and engine builder options depending upon desired power level of the final engine package.




The step into the H-Tuff rod design was easy for us to make as we’ll likely never subject this engine to the huge horsepower capability the Pro Series I-beam rod offers, and also acts as a warning of sorts in case the eyes get bigger than the brains and we’re tempted to go for more power. That’s not what this build is about — we’re trying to build longevity without breaking the bank.

Our H-Tuff rods [P/N: 15042R-8] use 3/8-inch ARP2000 capscrew fasteners and have a double-rubbed pin surround for extra strength over the company’s economical connecting rod. These H-Tuff connecting rods feature a wider beam and more cross-sectional area, along with a corresponding increase in heft and strength to weigh in at approximately 690 grams and handle in the neighborhood of 1,000 crankshaft horsepower.
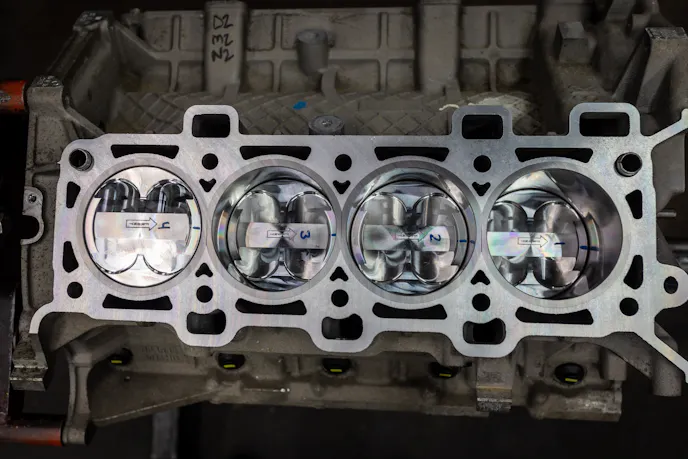
Manley’s Extreme Duty Platinum Series slugs [P/N: 598005CE-8] were the perfect choice to handle the ProCharger boost in store for this bullet, making piston-and-rod selection simple, from one company. The 2618 alloy forging offers fatigue resistance and superior strength; the company’s contour forging design removes the requirement for internal milling, which removes a path of potential failure. And the forgings provide the necessary strength without adding weight, critical in an application where 7,500 rpm shifts will be commonplace.

Manley engineers are proud of the company’s proprietary multi-step top ring groove machining process, which gives them superior control of that groove’s critical dimensions. Size, flatness, finish, and geometry are controlled to ensure accurate and consistent performance once the pistons are placed into service.

“We use experience as judgement on ring gap and it correlates well to Total Seal’s recommendation on sheets in ring boxes. In some cases, we adjust slightly based on boost levels. As a rule, it is better to have larger than smaller gaps. There is too much-misguided emphasis on large ring gaps. If there is any loss of power, it is hard to measure and customers are not racing on a multi-million dollar budget,” says Rauscher.
One-fixture turning of the piston ring groove ensures that the ring grooves stay perfectly square to the cylinder wall, while each piston is precision-measured with a Federal Formscan Circular Geometry gage system to ensure the pin is indexed to the skirt and the skirt-to-skirt polarity is correct. Since the pin’s hole location affects compression distance, lock ring grooves, and other dimensions, establishing and measuring its precise location is critical for longevity and performance. Moly skirts are standard on all Coyote and Modular pistons from Manley.



Deck thickness on these pistons is .200 inch, and the top ring land is .225 inch down from the top of the piston to help keep that ring cool. Round locks are utilized, and valve reliefs will accommodate 1mm larger valves.




These Extreme Duty slugs use 1.2mm/1.2mm/3.0mm rings and beefy 9310-steel wristpins with a .210 inch wall-thickness. The rings are supplied by Total Seal and use its Advanced Profiling manufacturing strategy to offer a stronger ring with longer life than other options. They conform well to the cylinder wall and will be easy on our sleeves to reduce engine wear.
Let’s Call Part 1, Done
We are not reinventing the wheel with this project; instead, we are looking at it as the process many a Coyote owner will go through during ownership. Lots of these cars are now on second, third, or even fourth owners, with 100,000+ miles or more in many cases. Basically, if they’ve been ridden hard and put away wet, it’s time for many of these ponies to receive an engine refresh.
“I started this shop 50 years ago and have seen all the crazy unneeded purchases by folks. They used to be guided by magazines and now it is the internet. I use experience and good engineering practices to guide my customers into only buying parts that are needed for the application,” says Rauscher.
“None of our market or folks reading internet car magazines are running Pro Stock, so why would you buy items that these folks require? That is my question to customers when they desire parts or engine designs that are in excess of the application. Folks need all the money they can get for their hobby, so why spend on items you don’t need? Use the money on something that meets the current needs.”
Since Coyote-powered S197 prices have trended down recently into the very reasonable range for a hot rodder looking to have a performance car — ahem, Fox Body prices, we’re looking at YOU — choosing to build one of these can be a wise financial choice compared to undertaking a full build of a car with a chassis 30 years older. The S197 is the last Ford product of a dying breed: the affordable, solid-axle, rowdy pony car, as the S550 moved into decidedly Euro-influenced territory. An engine refresh can be just the ticket for a chassis that is easily upgradable—whether you’re looking to build a bracket bomber or a street machine. Stay tuned for Part II, where we dial in the top end, assemble and install the engine, and hit the dyno!
You might also like
Ford’s Super Mustang Mach-E Is The King Of Pikes Peak In 2026
Ford Racing was up to the challenge as it returned to America’s Mountain. Romain Dumas piloted the Super Mustang Mach-E EV to an overall win.

