
When we first started playing around with our Project Wild E. Coyote 2011 Mustang, it was a simple street car, and over time, it has morphed into a Vortech-supercharged 700 horsepower monster capable of low 11-second quarter mile times, while performing well in the autocross and as a daily driven car. But hard use has left its factory-installed powerplant tired, and we still have not reached our goal of running a ten-second quarter mile and pulling 1g on the skid pad.
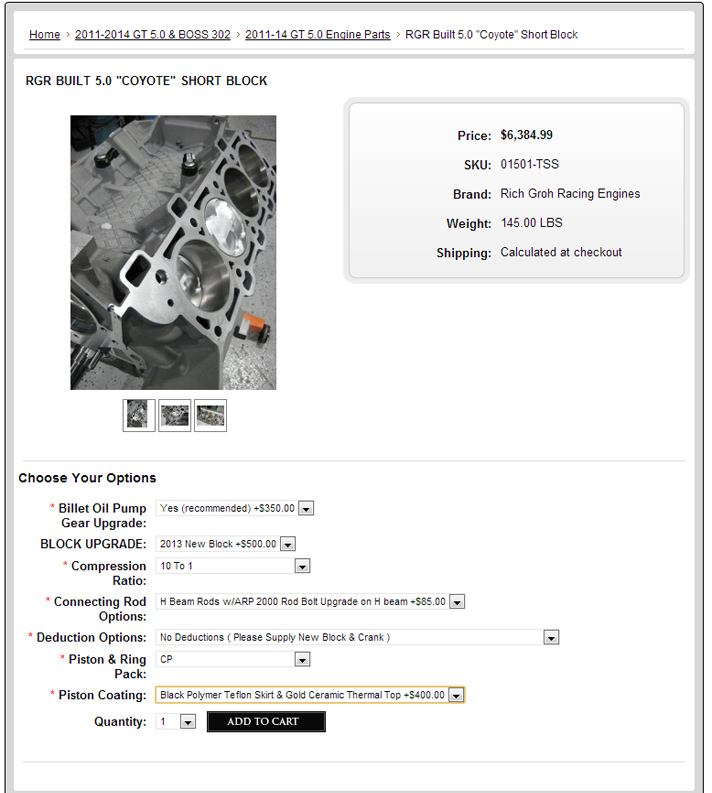
The JPC Shortblock configuration tool can help configure, price, and order a new RGR engine.
With that in mind, we turned our attention to some of the premier cars running Coyote power out there, and found that a central theme behind many of the cars putting up impressive numbers is a powerplant from none other than Rich Groh Racing Engines outside of Chicago, Illinois. With the help of RGR and JPC Racing, we will be building our way to a new single turbocharged Coyote mill capable of meeting our project goals.
JPC is the exclusive distributor of RGR’s engines, and they offer a complete line of bullets for all Modular and Coyote applications with a variety of options. Those options include strokers, upgraded rods, crankshafts, and different piston brands with various options.
Each short block or complete engine also includes a full complement of ARP hardware to ensure that all of your costly engine pieces stay inside the block where they’re supposed to be. Of course, it’s probably in your best interest to give JPC a call if you’re looking to purchase one of Groh’s monsters as they can walk you through all of the potential options. If you’re a web junkie and just prefer to order things on your own without any actual human contact, they’ve got a nifty short block-configuring tool on their website once you decide what you want.
We’re lucky to have the opportunity to work closely with many of the aftermarket companies on the performance map, and Groh was able to point us in the right direction to help meet our new goals of achieving 1,000 hp at the crank with our machine. Ford Racing Parts provided us with a complete Coyote long block to start off our project, and we sent it to Groh so that he could begin working his magic.

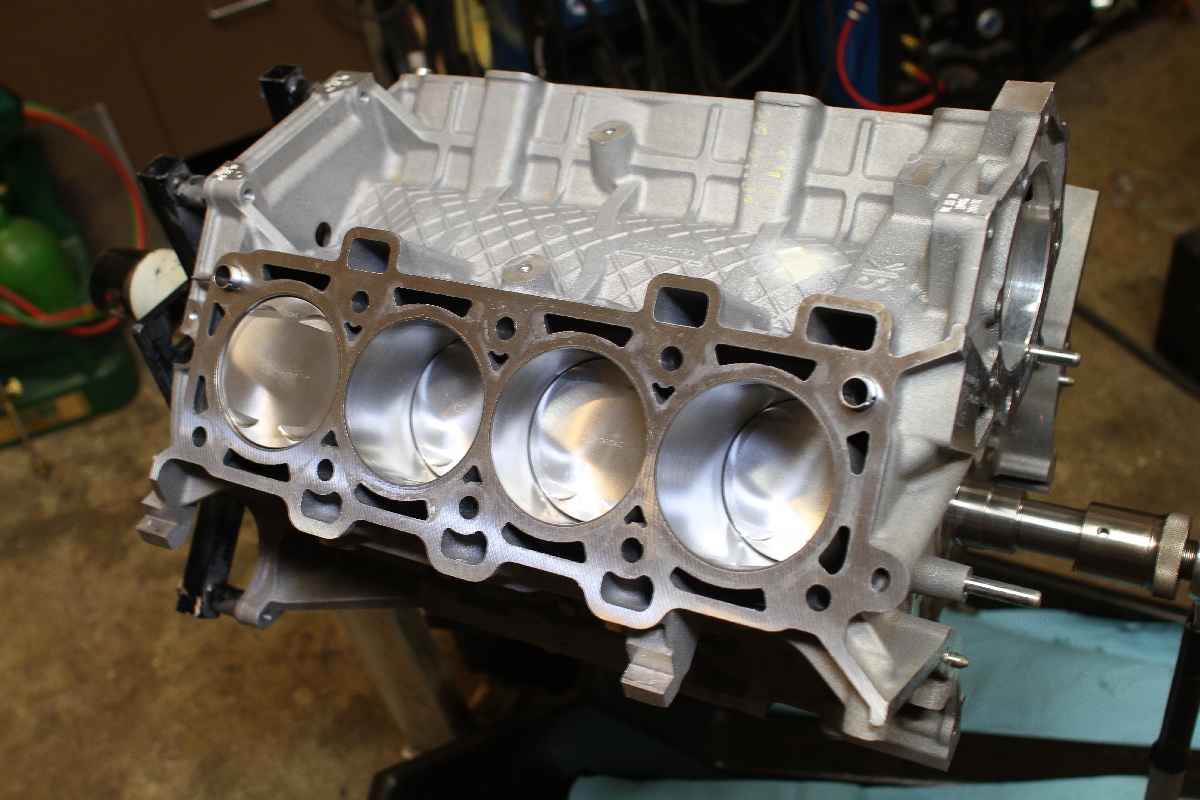
This is how our engine arrived in the beginning – just as if it were destined for a brand-new Mustang on the assembly line.
Since the Coyote is much different from your typical Ford small block, where the little parts and pieces are easy to come by (and there are less of them by engine design), our feeling was that starting with the complete engine would provide us with all of those items from the outset, making the time-consuming task of locating those parts less of an issue. Most of the additional small pieces we used throughout the build, like our Boss 302 intake manifold, valve seals, BOSS tensioners, gaskets and other bits, came from Rick Riccardi and the well-versed Ford specialists at Downs Ford Motorsport in Toms River, New Jersey.
Not All Blocks Are The Same
Something interesting to note in Coyote engine production is that the 2011-12 blocks are different from the 2013-14 block. Ford Racing is also testing a brand-new Sportsman block, so for the details, we went right to our main man Jesse Kershaw from Ford Racing to sort out the details.
“The 2011-12 block used 12mm head bolts and piston squirters, which were blocked in the BOSS engine. Then for 2013-14, the head bolt size was limited to 11mm and the squirters were deleted. These stock blocks have massive water jacket openings on the deck for great cooling under road race conditions. However, this nearly open-deck design was seen as a detriment for high horsepower street/strip applications. As a result we created the M-6010-M50R block [available soon] which revises the water jacket so that the intake side of the bore has a support strut right in the middle and the exhaust side makes the water jacket opening on the deck roughly one-third the size of the stock block so that it has more material and support for the bore. Our testing with these has shown great results so far,” explained Kershaw.
Left: JE supplied 125-gram, thick-wall piston pins specifically designed for our application, which Groh spec'd out. They also included round wire locks, an offset pin location, and double pin oilers. Center Left: Main studs came from Livernois Motorsports and are a proprietary design developed in conjunction with ARP. Center Right: Groh used the supplied ARP Moly Lube and torqued each fastener as specified in the instructions. The torque wrench is also swept in one clean pull for accuracy. Right: JE's piston rings feature a carbon steel nitrided top ring for durability and a Napier (hooked) second ring for superior oil control over other designs, helpful in the Coyote engine. Ring gaps are an RGR Engines exclusive.
As many of the factory Ford components have already been proven in 1000-plus horsepower builds, we were able to retain the factory crankshaft that was pre-installed in the engine, and Kershaw explained why. “The factory crankshaft is forged, fully counterbalanced, and performs very well at the high RPM the Coyote is capable of because we did not cross-drill it. Not that cross-drilling is bad, but at very high RPM it can cause issues with connecting rod bearings in our experience,” says Kershaw.
Custom Pistons
Our JE slugs benefit from the latest in piston technology. They feature JE's Tuff-Skirt finish, which is their trademark coating that has a lubricating, anti-friction/anti-wear component added to the piston skirt. It's designed to be extremely wear-resistant and will not wear off like other types of coatings, and has to be accounted for in the design process, as it's .0005-inch thick.
Minimal taper on the skirt and barrel helps to keep the pistons quiet at idle – a good design for an engine that will see street time. – Rich Groh

We went ahead and swapped out some of the other pieces for longevity and strength reasons. With Groh’s input, JE Pistons custom-designed a set of 369-gram forged 2618 aluminum pistons with high-strength .170 wall 9310 steel pins for us featuring a skirt coating for wear-resistance. The pistons feature a 1.175 compression height, which provide us with a compression ratio in the 9.75:1 range, which will help our boosted combination to live with the increased cylinder pressure from the JPC Racing single-turbo system we’ll be using on the car to make the big power if all the stars align.
Short Block Specs
– Stock Production Ford Coyote Block M-6010-M504V
– Stock 4340 Forged 3.649″ Stroke Crank M-6303-M50B
– JE Custom 3.630″ 9.75:1 Pistons, Tuff-Skirt Coating and Piston Top Finish, Rings
– Manley 5.933″ Pro Series Billet I-Beam Rods with 7/16″ ARP 2000 Cap Screws 14318-8
– Triangle Speed Shop Billet Steel, Heat Treated Oil Pump Gears TSS-5.0
– OEM BOSS 302 Hardened Main Bearings – Part Number Varies By Block
– Clevite Oversized Coated Modular Rod Bearings CB-1442HXK
– Livernois Motorsports/ARP Main Stud Kit LPP50MSKIT
The compression ratio is lower than the factory’s 11.0:1 slug provides, but since reliability is the main goal with this build, the lower CR will provide us with a much larger tuning window. Regarding the piston’s design, Groh remarked, “We minimized the skirt profile by pushing the ring pack down on the barrel of the piston. Doing this helps to keep the heat away from the top ring while still keeping a shorter skirt height for light weight. We retained the offset factory pin design as well. In addition, we didn’t go excessive with the valve pocket size – the Ford design is good to begin with, and the valve never comes close to it with the factory design. By keeping the full round skirt on the piston it helps to minimize movement in the bore.”
JE’s New Piston Top Finish
JE has recently come up with a new piston-top finish, and we questioned JE’s Sean Crawford about the technology. “The crown of the piston has a matte-type finish. We have a special tool that we run over the top of the piston, and it leaves the surface finish of the piston significantly smoother than without this technology. It removes any sharp edges that might be created by the machining of the valve reliefs. On a profilometer, it’s multiple times smoother than just the machined surface. This is a unique feature we just started adding and the pistons for this engine is one of the first sets to receive it,” he explained.
Strong Rods
When it came time to select connecting rods, we didn’t go with the typical H-beam found in many builds. Instead, we selected a full-zoot set of Manley Performance Pro Series Lightweight I Beam billet steel connecting rods, part number 14318-8. Manley machines each 5.933-inch connecting rod in its Lakewood, New Jersey facility to tight standards, and these rods are designed for ultimate horsepower applications, achievable in part due to the ARP2000 alloy cap screws that retain the rod caps.
Putting the weight in the right places is pretty key, as is knowing the high-stress areas of the connecting rod to know where material is needed most. – Trip Manley, Manley Performance
Manley Performance’s Trip Manley explained, “The rods are manufactured in-house with material from a domestic forging supplier. We’re using the very, very best 4340 aircraft quality, vacuum-degassed steel alloy when we construct these. By controlling all of the manufacturing processes in-house, that gives us a big leg up. Using Finite Element Analysis tells us where to put the material to help us build the connecting rod properly. A bigger, heavier rod is going to be a stronger rod by default. You can make up for deficiencies with cross-sectional material, but for comparison, our Coyote H-beam rod is 602 grams, and the Pro Series I-Beam rod weighs the exact same 602 grams.”

Here you can see the differences between Manley’s H-beam connecting rod (left) and our billet Pro Series I-Beam rod (right). There is more material on the big end of the billet rod, which helps to keep it round under stress.
The H-beam rod uses a standard 3/8-inch 8740 bolt, where the I-Beam rod uses a 7/16-inch ARP2000 cap screw in it. That in itself is going to give you more clamping force and have a propensity to keep the big end round under load, and will permit more RPM as a result.”We picked the connecting rods out so that we’d have the ability to turn up the power in the future if we so desire. Groh was pleased with their design for our application, explaining, “These will work well in a high-horsepower application thanks to the reinforced material on the big end of the rod, which helps to keep it round during the compression and extension cycles.”
Left: Our new Manley I-beams on the left, the factory powdered-metal rod on the right. Notice the difference in material at the big end, along with the larger 7/16-inch capscrews in the Manley pieces - this is just some of where their strength comes from. Right: The Manley/JE piston/rod assembly on the left, factory on the right. The differences in rod design are evident, along with the lower ring pack on the JE pistons to help us achieve our tuning goals more quickly and prevent heat from damaging the rings under high boost.
Durable Lubrication
Many Coyote and Modular engine owners and builders have found out that oiling is critical on these engines to ensure long life. The factory oil pump is delivered with powdered-metal oil pump gears, which perform just fine in stock or lightly-modified applications, but when you step up the performance level of the engine as we have, upgrading to a pump with billet gears is an absolute must.
To that end, our engine is utilizing a set of billet oil pump gears from Triangle Speed Shop, which install in place of the factory gears in the factory pump housing. The gears feature American-made chromoly billet steel and are heat treated to TSS specifications. This helps to create a good balance between strength and wear resistance, and when combined with the blueprinted +/- .0005 of an inch tolerances the matched sets of gears are held to, our Coyote engine will be provided with superior oiling characteristics for years to come.
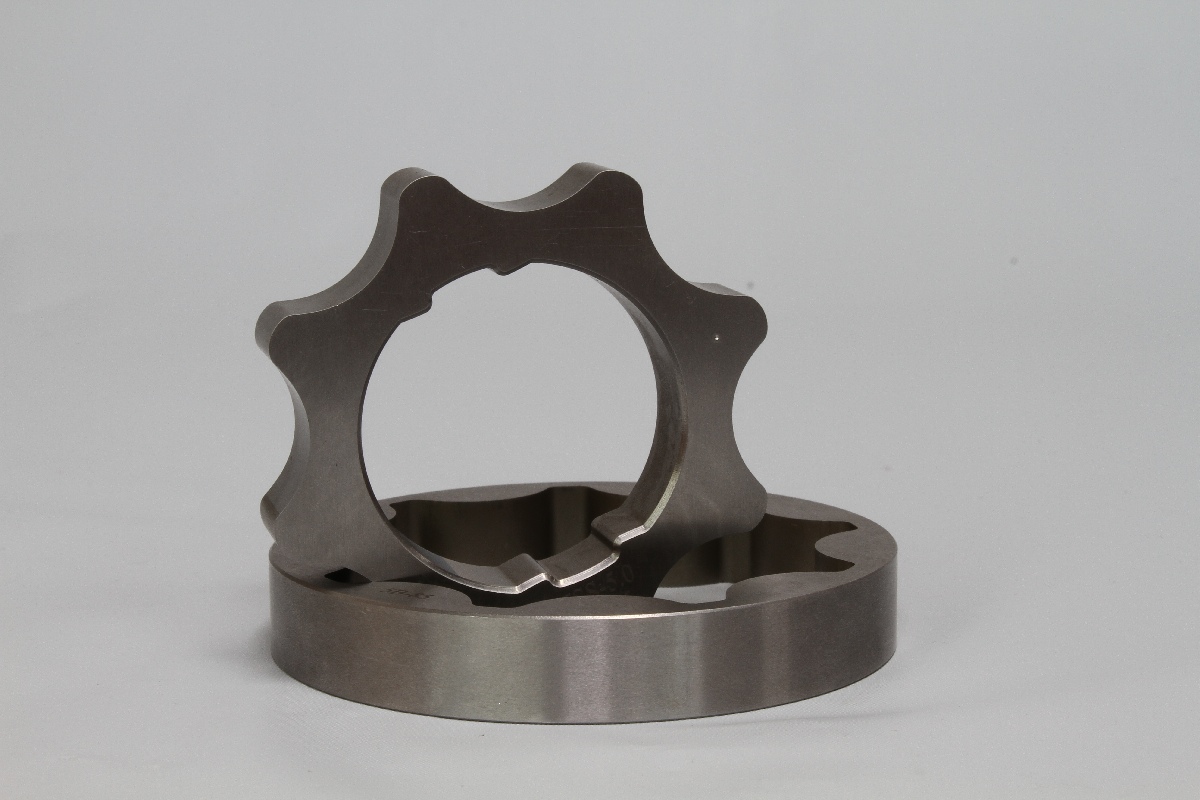
These sweet billet-steel oil pump gears come from the guys at Triangle Speed Shop and have been proven in their X275 machine along with a host of other quick Modular and Coyote-powered cars.
The factory oil pump housing simply unbolts in two pieces and the two-piece gear combination comes out easily by hand.

Groh snaps the Clevite BOSS 302 replacement rod bearings into place – these came highly recommended to us by none other than Justin Burcham, who works closely with RGR Engines to design his company’s championship-winning powerplants.
Engine bearings are another critical area of concentration, and here, we spoke with proprietor Justin Burcham of JPC Racing. The former NMRA Factory Stock and Real Street competitor has years of experience making Coyote and Modular engines go fast. Burcham has found through his testing that the OEM Ford Boss 302 engine bearings work best in the Coyote engine. These bearings are hardened and fit right into the factory main bores with no extra work. In addition, we used a set of Clevite connecting rod bearings, part number CB-1442HXK, which are coated and slightly oversized making them optimum for our application.
The team at Livernois Motorsports has done extensive testing with the Ford Coyote engine, and was in fact one of Ford’s engineering development partners on the original Coyote project. They set us up with a set of their main studs, part number LPP50MSKIT, that have been designed by ARP. Like our connecting rod cap screws, these studs are constructed with ARP2000 material and include studs, nuts, washers, and even a special adapter for the oil pickup tube. They are superior to the stock fasteners and should be considered a must-have in a high-horsepower application like ours.
This concludes our look into the construction of our Coyote short block, giving our project a solid foundation for making some four-digit horsepower. Stay tuned for our next installment where we will detail how we finished off the engine with, cylinder heads, valvetrain, balancer, oil pan, water pump, and Ford Racing BOSS 302 manifold in preparation for its installation under the pressure of a new turbo system.
From this story, you can see even though a Coyote engine can appear daunting with its use of advanced technology, it’s still a short block like any other, made up of an engine block, crankshaft, connecting rods, and pistons. While there are some things to be wary of when constructing a killer Coyote like the one RGR Engines built for us, engine building, even at this level still boils down to fundamentals, knowledge, and the use of best practices.
Our short block is ready to go! Check back for our long block story coming soon.













{kind=link}