

Every new engine that is designed, developed, and brought to production opens up the realm of possibilities for new build ideas and applications. We’ve already brought you our build of a 1,000 hp capable Coyote engine, and we’ve seen these engines crank out power numbers well in excess of that.
One afternoon at the Power Automedia office we were kicking around ideas about what kind of radical build we could do next. We realized that as of right now, no one has yet brought to the Mustang and Ford community yet a buildup of a hardcore Coyote engine that wears a mechanical mixer on top. That’s right, a carburetor and a 8,500 rpm+ operating capability from an engine based on the same one that powers the current Mustang GT.
Even Dr. Frankenstein didn’t work alone, and constructing such a beast as this requires us to reach out across the performance market. We are getting help from Livernois Motrosports, Oliver Racing Parts, Mahle, Moroso, K&N, Holley, ARP, Rich Groh Racing Engines, L&R Engines, Comp Cams and more.
We recently detailed the details behind the Livernois Motorsports big bore block that we’ll be using for this build, as well as the custom built intake manifold constructed by Rich Groh racing engines.

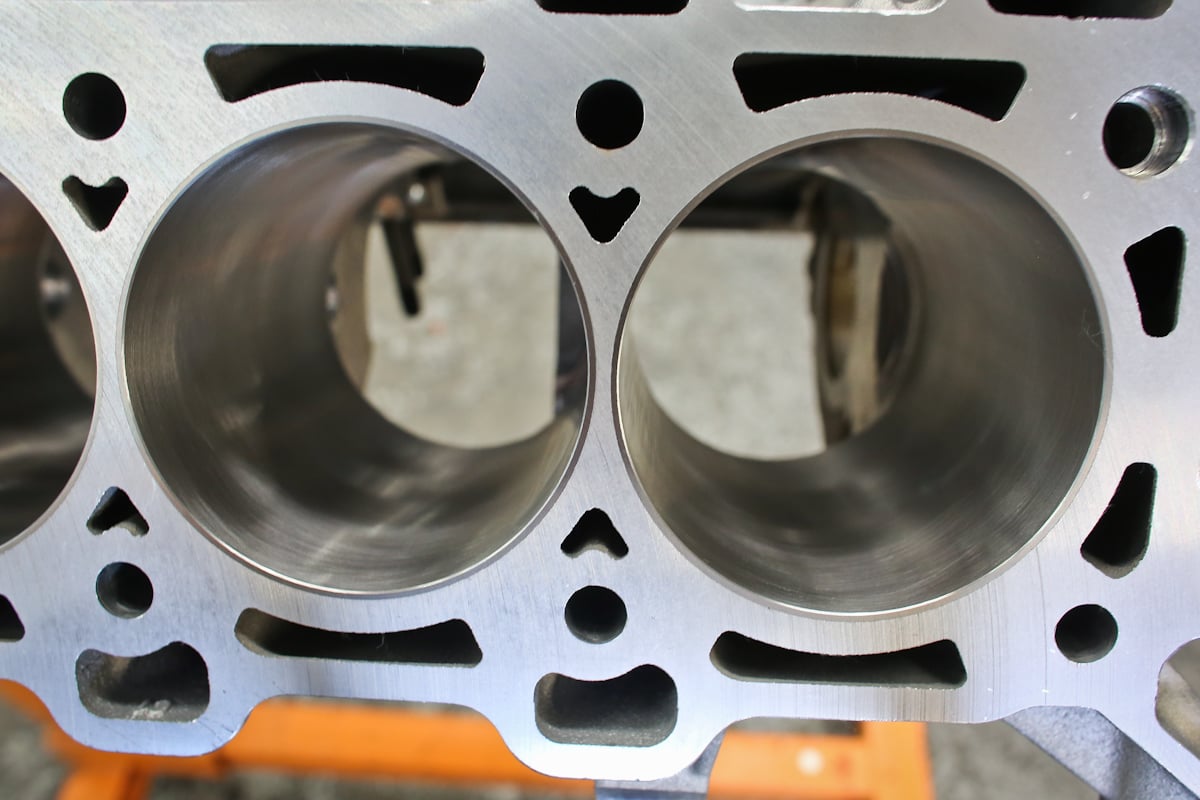
Our big bore Coyote block sits on the engine stand. After a final cleaning and inspection, the assembly process begins.
Our goal is to explore the potential of such a combination, and then to find a suitable chassis to drop it in for real world track testing. Follow along now in part one of our build as we construct an engine that is sure to be the topic of bench racing and online threads for some time to come, the Carb’d Coyote Cobra Jet.

Special Block
For our block we’re using the Livernois 3.700 inch big bore Coyote block. We outlined this block in a recent story. It is based around a production Coyote block that has been machined and sleeved for a larger 3.700 inch bore. Livernois is the supplier for these blocks for a number of naturally aspirated and forced induction racers, and according to the company’s Mark Schropp they have clients making as much as 1,400 to 1,500 hp with the use of these blocks.
Our crank is a rebalanced stock piece. Since the factory original is a high-quality forging and frequently used in applications making over 1,200 horsepower, we feel confident that the stock crank should be more than adequate in this application. Our machine shop handling the short-block buildup, L&R Machine, took 15 grams off the stock crank to get the entire rotating assembly balanced.
Rods
Providing the connection between the pistons and the rebalanced stock crankshaft are a set of Oliver Ultra Light Weight rods. We chose to go with the stock length rod, which is 5.933 inches long. The billet rods are made from steel that is sourced 100 percent from the USA. Ted Keating of Oliver tells us, “The Ultra Light Weight rods are made from US mill-certified aircraft quality, vacuum carbon-arc deoxidized E4340A steel.” According to Keating quality USA sourced ARP 2000 rod bolts are also always chosen as well.
Keating says this rod represents the third revision of the design for Oliver’s Ultra Light Weight series. He also says these rods feature a 100-percent martincite grain structure. This means that the grain of the steel is focused where it will provide the most strength in the rod. This is achieved by careful placement of the steel in the machining processes.



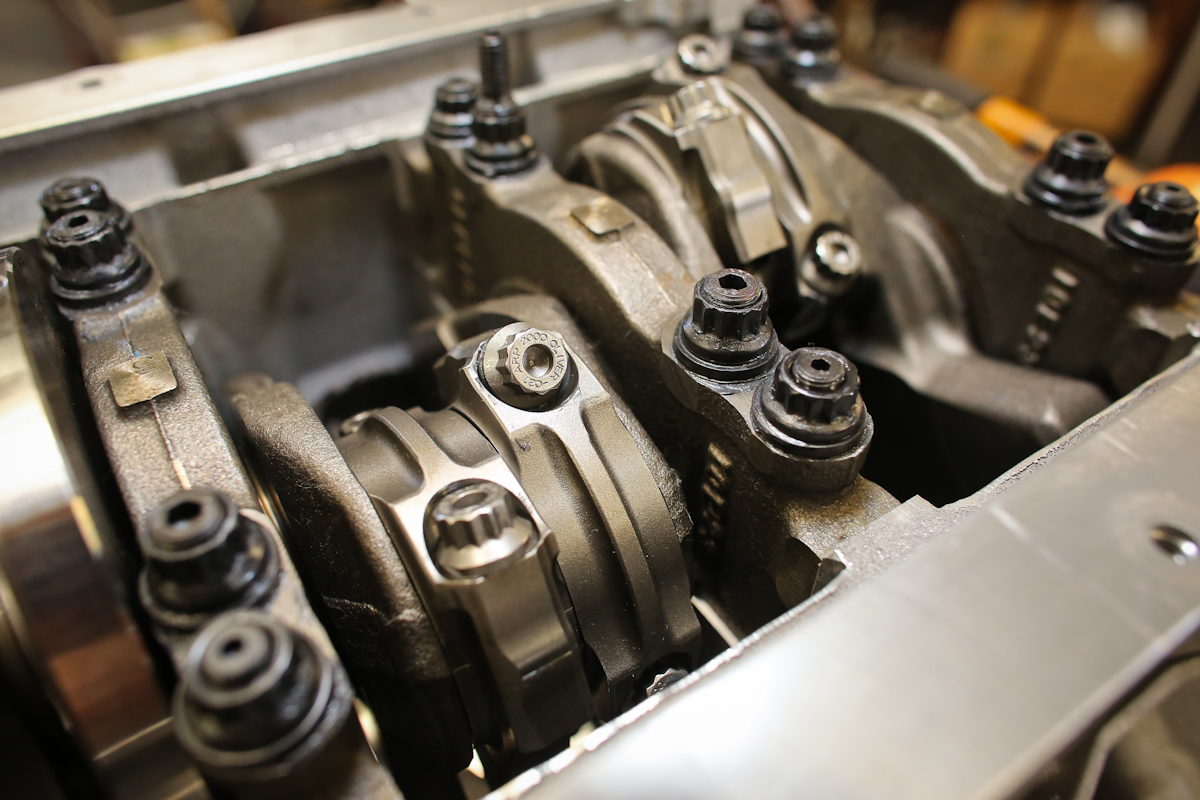
Top Left: ARP studs will secure all the main caps on the block. Top Center: Before laying the crank, each main is checked with a gauge, bearing clearance measures at .0026 for each main journal using Clevite's standard size Coyote main bearings. Top Right: The crank is carefully laid into position. Bottom Center: The main caps are each carefully installed. Bottom Right: Each main cap is torqued in the proper sequence, and to the specifications outlined by ARP for the fasteners.
Our rods are part number F5933MDUL8, and the small end is ready to accept a standard .866-inch diameter wrist pin. Oliver also offers these rods with a larger .927-inch wrist pin. The rods weigh in at just 610 grams, with 447 grams of that weight being on the big end and the remaining 163 grams on the small end.
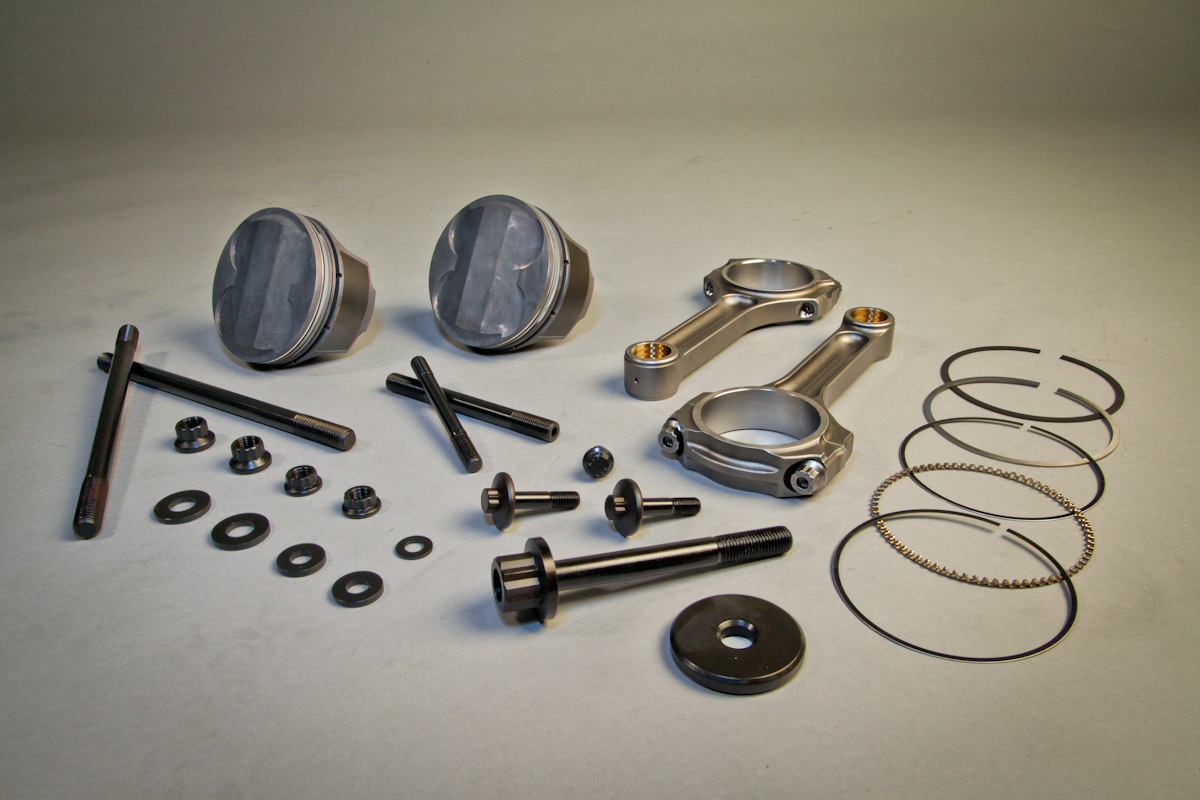
For rods we’re using Oliver Racing Ultra Light Weight rods, Pistons are custom Cobra Jet slugs from Mahle, along with their nitrided rings, and Clevite bearings. ARP supplies all the fasteners to bring it all together.
The Ultra-Light rods are made from US mill-certified aircraft quality, vacuum carbon-arc deoxidized E4340A steel. -Ted Keating, Oliver Racing Parts

“This US made billet steel rod is very stable, giving it long life on the street or track, and it gives a good foundation when paired with quality pistons,” says Keating.
Pistons
For our piston and ring package we turned to Mahle due to their expertise as suppliers to Ford’s Cobra Jet program. Mahle sent us a set of pistons made from their 2618 alloy. 2618 is also known as X-material and is a hardcore material that can take severe punishment inside the combustion chamber without failure. According to Mahle’s Trey McFarland 2618 can actually deform slightly under severe detonation since the material is more malleable than other alloys.



Top Left: Our assembled piston and rod assembly. Top ring gap is set at .015, and the second ring gap is set at .013. Top Center: The big end of each rod is checked before bearings are installed, and the rod put in the engine. The bearing clearance here is .0023. Top Right: Mahle also provided the Clevite bearings for the connecting rods. Bottom Left: Each piston and rod assembly is carefully guided into place. Bottom Center: A ring compressor and mallet handle are used to push the assembly the rest of the way into the bore. Bottom Right: Before torquing the rod bolts each piston's position inside the bore is checked. Piston deck clearance is .004 in the whole.
The trade off with 2618 material is that in racing applications it may have a shorter service life. Depending upon how often the engine is used for racing, 2618 pistons may require inspection or replacement either at the end of the racing season, or even during the course of a racing season. This is all dependent upon the application and usage, as well as controls on timing, fuel delivery, and detonation.
The pistons are part number 930049901, they are based on Mahle’s slipper skirt forging, which is a low drag, light weight design. It’s worth noting our pistons were a custom order, and not something found on the shelf.


Oliver specifies a precise procedure for stretching the new rod bolts. Each bolt is first seated by tightening to the proper torque two to three times. The bolts are then relaxed by loosening them. The bolt's stretch is then measured. Once the bolts are checked, they must then be torqued to specification plus a specific amount of angle. In this case it's 25 ft-lbs plus 42 degrees of angle to achieve the proper stretch with our Oliver Rods and ARP 2000 bolts.
Mahle’s Grafal coating is also used on these pistons. This is a graphite impregnated coating which provides lubricity to prevent micro-welding on the ring lands. Grafal coating uses a resin based phenolic carrier, which McFarland says is compressible under load. “Grafal coating provides cushioning at the top and bottom of the stroke when direction changes occur, reducing noise,” says McFarland. Phosphate coating on the pin bores reduces galling on the wrist pins, while hard anodizing on the top ring grooves provides further protection from micro welding.
McFarland tells us these pistons use a profiled pin bore, “The profiled pin bore allows the pin to flex without loading hard against the pin bore, which causes the pin to stop rotating and leads to oil starvation and galling.” Pin bore side reliefs also create an area for the wrist pin to ovalize or distort into during direction changes at top and bottom dead center. This is especially important for high rpm applications. McFarland says “Without these reliefs the pin distorts and grabs the pin bore, snapping the piston to full rock in the bore and eventually galling the pin bores or worse, pulling the pin out of the bottom of the piston.”
With all of our fasteners torqued to the proper specifications and checked, we’re now ready to move on to the next part of our build.
Grafal coating provides cushioning at the top and bottom of the stroke when direction changes occur, reducing noise. -Trey McFarland, Mahle.
The piston pins are also shortened to reduce the weight. however they retain the same wall thickness as longer variations of the same pin diameter, allowing them to maintain strength.
Mahle also sent a set of their nitrided rings, part number 9400MS-12. Our top two rings are 1.5mm, while the bottom ring is a 2.8mm. Our pistons are for a 3.700-inch bore (94mm) with a compression height of 1.167-inches, an 8.5cc dome, and weigh just 392 grams each. With our .040 inch thick head gaskets, these pistons should be good to provide us with a compression ratio of 12.3:1
Oil Control

Short-block Specs
Production Coyote block with Livernois Motorsports Big Bore machining, spherically-cast iron sleeves, 3.700 bore diameter.
Oliver Racing Parts billet Ultra Light Weight connecting rods, 5.933 inches, part number: F5933MDUL8
Mahle custom 2618 alloy Slipper Skirt pistons, 3.700 bore, 1.167 inch compression height, 8.5cc dome. Grafal coating, hard anodized top ring groove. Part number 930049901
Mahle Nitrided piston rings, 1.5mm top, 1.5mm second, 2.8mm bottom. Part number 9400MS-12
Triangle Speed Shop billet oil pump gears, TSS-50
Mahle Clevite bearings MS2292H (main) CB1442K (rod)
ARP 12mm head studs and main studs with side bolts
This high quality set of gears ensures that the top end of our engine will continue receiving proper oil as we wind it sky high. Top racers are already using these gears, we even installed a set in Project Wild E Coyote’s 1,000 hp coyote engine. TSS also uses these in their own X275 modular powered drag radial car. We have also blocked the piston oil squirters on this engine.
We’re also using a set of Mahle Clevite bearings for both the rod and main bearing sets. Our rod bearings are part number MS2292H, while our main bearings are part number CB1442K.
Assembly
Fasteners are critical in any engine. The high RPM and high horsepower we have planned for this build make a high quality faster even more important. To button things up, we turned to ARP. ARP manufactures all of their fasteners in-house, assuring high levels of quality control. All aspects of fastener design and engineering are also handled by ARP, which ensures they have total control of quality from start to finish. Our main cap studs kit is for an early 2011-2012 block, matching our 2011 Coyote block. The rod bolts are ARP 2000 rods bolts.
We took all of our parts to L&R Engines to have everything balanced, and assembled. L&R has handled other assembly and machining work for us before, and are well versed in building high performance engines. You can follow the build in the photos and captions. Keep watching as we bring you the next part of our Carb’d Coyote Cobra Jet build with the top end of the engine and then it’s off to the dyno to find out exactly what kind of power this one of a kind engine can make.

Just for kicks we set our heads and the RGR intake manifold atop the short-block to see what the finished product will look like. Now we’re thinking we need to find a really big hood to fit this bad by under.
















































{kind=link}